ck45,mo40,spk,spkr,ورق دریایی,ورق مخازن بخار,ضد سایش,ضد اسید,استنلس استیل,مانیسمان
ck45,spk,mo40,gla,x52,steels,مانیسمان,لوله آلیاژی,آتشخوار,فروش انواع فولاد آلیاژی,فروش انواع ورق آلیاژی, در سراسر ایران,فولاد رسول دلاکان/09122136675ck45,mo40,spk,spkr,ورق دریایی,ورق مخازن بخار,ضد سایش,ضد اسید,استنلس استیل,مانیسمان
ck45,spk,mo40,gla,x52,steels,مانیسمان,لوله آلیاژی,آتشخوار,فروش انواع فولاد آلیاژی,فروش انواع ورق آلیاژی, در سراسر ایران,فولاد رسول دلاکان/09122136675
بررسی اثر دما و غلظت الکترولیت در فرآیند الکتروپولیش بر مقاومت به خوردگی اینکونل-فولاد ضد زنگ
بررسی اثر دما و غلظت الکترولیت بر فولاد ضد زنگ-سوپر آلیاژ- فولاد آلیاژی ((قیمت مناسب))

بررسی اثر دما و غلظت الکترولیت در فرآیند الکتروپولیش بر مقاومت به خوردگی آلیاژ اینکونل 718
بهبود مقاومت به خوردگی توسط فرآیند الکتروپولیش یکی از راههای مهم در فرآیند اصلاح سطح میباشد. در این تحقیق اثر دو متغیر غلظت اسید پرکلریک و دمای حمام بر فرآیند الکتروپولیش. و تأثیر آن بر مقاومت به خوردگی آلیاژ اینکونل 718 بررسی شد. جهت بررسی ریزساختار و کیفیت زبری سطح، قبل و بعد از الکتروپولیش به ترتیب از تصاویر میکروسکوپ الکترونی روبشی و آزمون زبرسنجی سطح استفاده شد.
جهت تعیین محدوده ولتاژ و جریان الکتروپولیش منحنیهای I-V به کار گیری شد. نتایج نشان داد دستیابی به سطحی یکنواخت و عاری از حفرات تنها در شرایطی حاصل میشود. که ترکیب الکترولیت حاوی 20 درصد حجمی اسید پرکلریک و دمای حمام برابر 15 درجه سانتیگراد باشد. تحت شرایط مذکور سرعت الکتروپولیش در مرزدانهها و درون دانهها به یکدیگر نزدیک میشود و منجر به ایجاد سطحی صاف و یکنواخت میگردد.
حداقل زبری سطح بعد از الکتروپولیش در شرایط بهینه 0/026μm به دست آمد. نتایج حاصل از آزمون پلاریزاسیون تافل در محلول 0.5M H2SO4+0.01M KSCN نشان داد. الکتروپولیش موجب کاهش چگالی جریان خوردگی و نجیبتر شدگی پتانسیل خوردگی در آلیاژ گردید. نمونه الکتروپولیشی در شرایط بهینه بیشترین مقاومت به خوردگی را از خود نشان داد. دلیل افزایش مقاومت به خوردگی در اثر الکتروپولیش به تشکیل لایه اکسیدی یکنواخت و ریزساختار عاری از حفرات در سطح نسبت دهی شد.
قطعاتی که شکلهای هندسی پیجیده دارند، همواره با مشکل عدم یکنواختی سطح روبرو میباشند. پولیشکاری مکانیکی نه تنها به افزایش مقاومت به خوردگی آلیاژها کمکی نمیکند. بلکه با تجمع هوا، ناخالصی، مواد چرب و اسیدها در سطح ناهموار (از دید میکروسکوپی)، پوسیدگی آلیاژ را تسریع مینماید [1]. همچنین پولیشکاری مکانیکی منجر به ایجاد تنشهای باقیمانده در سطح فلزات میشود. که در کاهش عمر کاری آلیاژ مؤثر است [3,2]. الکتروپولیش راهی مناسب برای کاهش زبری سطح و درخشندگی، به دلیل یکنواختی سطح در اندازههای نانومتری برای شکلهای هندسی بغرنج و درهم میباشد [3].
فروش فولاد آلیاژی فولاد رسول دلاکان
فرآیند الکتروپولیش اولین بار توسط مدسن1 در سال 1925 انجام شد [4]. در آن سال هدف از الکتروپولیش، بالا بردن کیفیت سطح آبکاری شده بود. توسعه و تکامل فرآیند الکتروپولیش به طور گسترده توسط ژاکوت2 در سال 1935 روی آلیاژ مس و فلزات دیگر صورت گرفت [5]. هدف از آن تحقیق میزان جلای سطح مورد الکتروپولیش در غلظتهای مختلف الکترولیت بود. الکتروپولیش با ایجاد یک لایه اکسیدی غیر فعال در برابر خوردگی، از خوردگی حفرهای و شکست هیدروژنی قطعه جلوگیری میکند [7,6].
محلول متداول مورد استفاده برای الکتروپولیش بیشتر روی اسیدهایی مثل پرکلریک، سولفوریک، فسفریک و اسید استیک متمرکز میباشد [7,2]. جین و همکاران پژوهشی را روی الکتروپولیش نیوبیوم انجام دادند و اثر پارارمترهای مختلف الکتروپولیش را روی زبری سطح و سرعت الکتروپولیش بررسی کردند [8]. نتایج حاصل از آن پژوهش نشان داد، الکتروپولیش خواص سطحی بسیار مطلوبی در آلیاژ ایجاد کرده. و میتواند راه حل مناسبی برای رفع حفره و عیوب سطحی در ورق نیوبیوم باشد.
قیمت فولاد آلیاژی فولاد رسول دلاکان
در پژوهشهای انجامی در خصوص الکتروپولیش فلزات خالص و تکفاز بسیار زیاد است. ولی در کمتر پژوهشی به الکتروپولیش آلیاژها و ترکیبات چند فازی مورد بررسی قرار گرفت. یکی از مشکلاتی که در ارتباط با الکتروپولیش آلیاژها وجود دارد. سرعت جدایش مواد از سطح نمونه با توجه به چند فازی بودن آلیاژ میباشد. سیمکا و همکارانش [9] مقاومت به خوردگی آلیاژ NiTi را با استفاده از فرآیند الکتروپولیش ارتقا دادند. ایشان دلیل افزایش مقاومت به خوردگی را در نتیجه تشکیل یک لایه پیوسته TiO2 روی سطح آلیاژ NiTi بیان کردند.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
فروش فولاد،فروش فولاد ابزار سردکار، فروش فولاد ابزار گرمکار ، فروش فولاد آتشخوار،سوپر آلیاژ، استیل



فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
آبکاری آلیاژ روی-نیکل بر روی فولاد با استفاده از جریان منقطع
متن کامل آبکاری روی-نیکل را می توانید با کلیک بر روی عبارت ((آبکاری)) مشاهده نمایید.
چکیده، در این پژوهش با استفاده از آبکاری الکتریکی به دو روش جریان مستقیم (DC). و منقطع (Pulse) پوششهای آلیاژی روی-نیکل روی ورقه های فولادی ایجاد شد. آنگاه پوششهای مورد حاصل از نظر توپوگرافی ساختار، ترکیب شیمیایی، یکسانی ضخامت، سختی و رفتار خوردگی مورد بررسی قرار گرفتند. یافته های تحقیق نشان می دهد. ضخامت پوششهای حاصل از روش منقطع نسبتاً یکنواخت است. افزایش درصد زمان روشن و نیز کاهش چگالی جریان، باعث افزایش درصد نیکل و سختی این پوششها خواهد شد.
نتایج حاصل از تأثیر عوامل زمان روشن و فرکانس بر روی دانه بندی و ساختار پوشش نشان می دهد. که کاهش این دو عامل باعث ریزتر شدن ساختار می شود. بررسی رفتار خوردگی پوششها نشان می دهد. پوششهایی که حدود 13% نیکل دارند، رفتار خوردگی مناسبتری خواهند داشت. همچنین بررسی پوششها توسط میکروسکوپ الکترونی نشان می دهد. که چگونگی و سرعت فرآیند پوشش دهی تأثیر به سزایی در رفتار خوردگی آنها خواهد داشت. لذا با توجه به اینکه پوششهای منقطع دارای ساختار هرمی مثلثی شکل و کاملاً یکنواخت است. در نتیجه رفتار خوردگی مناسبتری از خود نشان می دهند.
جریان الکتریسیتۀ مورد استفاده در آبکاری الکتریکی می تواند به دو صورت مستقیم و منقطع باشد. بررسی های انجام شده نشان داده است. که پوششهایی که به روش منقطع ایجاد می شوند. نسبت به پوششهای روش مستقیم دارای مزیت هایی از قبیل مقاومت به خوردگی و مقاومت سایشی بالاتر. ساختار و ترکیب شیمیایی کنترل گردید و همچنین یکسانی ضخامت و صافی سطح بیشتر خواهد بود.
در پوششهای منقطع علاوه بر عواملی از قبیل دانسیتۀ جریان، دما. Ph و غلظت حمام می توان پارامترهای درصد زمان روشن، فرکانس و شکل جریان را نیز مؤثر دانست. در نتیجه کیفیت و ساختار و ترکیب آلیاژی به گونه ای است که می توان خواص فوق را بهبود بخشید.
آبکاری الکتریکی آلیاژ روی-نیکل به منظور پوشش دهی ورقه های فولادی در بدنۀ اتومبیل به کار می رود. این پوششها بالاترین مقاومت به خوردگی را در میان پوششهای آلیاژی روی دارند. تشکیل فاز گاما با ساختار هگزاگونال و دانه بندی مثلث القاعده از عمده ترین دلایل افزایش مقاومت به خوردگی این آلیاژها بیان گردید.
تحقیقات مورد انجام در این زمینه نشان دهنده آن است که عموم فعالیت ها. در راستای تأثیر پارامترهای آبکاری به طور مجزا بر ساختار پوشش و بهبود رفتار خوردگی آن متمرکز گردید. و در صورتی که مطالعۀ چندانی در خصوص تأثیر این پارامترها بر یکنواختی پوشش و امکان حذف اضافه شونده ها صورت نگرفته است.
در این تحقیق ضمن به دست آوری شرایط بهینه برای پوشش دهی آلیاژهای روی-نیکل. با دو روش آبکاری الکتریکی مستقیم و منقطع، خواص شیمیایی و فیزیکی آن ها به طور یک جا نسبت به یکدیگر مقایسه. و تأثیر چگالی جریان بر یکنواختی ضخامت پوشش در نقاط مختلف نمونه مورد بررسی قرار گرفت.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
هستلوی-فروش فولاد حرارتی هستلوی

کاربرد هستلوی
بطور کلی آلیاژهای هستلوی در فرمهای مختلفی مانند شفت، حلقه، ورق و صفحه تولید و بسته بندی می شوند. اما بدون در نظر گرفتن شکل نهایی و عرضه شده آن به بازار. از این آلیاژها در محیط های با دمای بسیار بالا یا خلاً که از لحاظ شیمیایی استاتیک هستند، استفاده می کنند. بدلیل قیمت مناسبی که این آلیاژ نسبت به عملکردی که دارد، برای مصرف در شرایطی که مواد خورنده وجود داشته باشد بسیار محبوب است. به علاوه از این نظر نسبت به هر نوع آلیاژ دیگر فولاد مطمئن تر است. البته در برخی از محیط های کاری نیز مواد خورنده خاصی وجود دارند. که تنها می توان از تانتالین برای مقرون به صرفه بودن آن استفاده کرد.
در واقع میزان مورد نیاز آلیاژ هستلوی عامل تعیین کننده در مصارف قطعات تولید شده از این فلز است. معمولاً برای اندازه سازی هستلوی مورد نیاز از عملیات الکتروپولیش استفاده می کنند. این روش بدون تغییر شکل یا تغییر نسبت ابعاد اندازه سازی را انجام می دهد. همانطور که قبلاً هم اشاره شد. به دلیل وجود آلیاژهای مختلف در هستلوی مانند تنگستن، کربن، تیتانیوم، آلومینیوم، مس، منگنز، کروم، کبالت و غیره. و همچنین اصلی ترین ماده آن یعنی نیکل مقاومت بسیار بالایی در برابر تحمل تنش های پر قدرت و همچنین مواد خورنده قوی دارد.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
ترمودینامیک توربین بخار
متن کامل ترمودینامیک توربین بخار را می توانید با کلیک بر روی عبارت ((توربین بخار )) مشاهده نمایید.

توربین های بخار برای تولید کار از یک چرخه ترمودینامیکی پیروی می کنند. از اینرو برای بررسی نحوه تولید کار در توربین های بخار به یک آگاهی. از مشخصه های ترمودینامیکی توربین بخار و چرخه ترمودینامیکی که توربین بخار به ما در بهینه سازی شرائط توربین کمک می کند.
فرض می شود مخاطب آشنائی ابتدائی با مفاهیم ترمودینامیکی را دارد. همواره، به دنبال گرفتن بیشترین مقدار کار از مقدار گرمای معینی هستیم که از سیال به توربین بخار داده می شود. با این حال هرگز نمی توان توربین بخاری ساخت که بازده نظری آن 100 درصد باشد. اما چرخه ای که بیشترین کارایی را وقتی توربین بخار. که بین دو دمای Tc و Th کار می کند داشته باشد چرخه کارنو می باشد.
چرخه کارنو
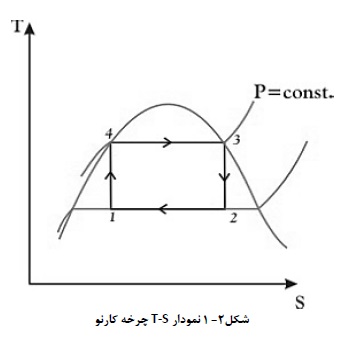
چرخه کارنو چرخه ای است که بیشترین بازده را دارد. این چرخه کارنو از دو فرآیند همدما و فرآیند بی در رو متشکل است . این چرخه توسط کارنو در 1824 معرفی شد. مفهوم چرخه کارنو این است که از مقداری انرژی گرمایی سیال با دمای Th توسط یک چرخه ترمودینامیکی. حداکثر چه مقدار کار مکانیکی می توان گرفت. شکل 2-1 نمودار T-s این چرخه را نمایش میدهد. از این سیکل به عنوان سیکل مرجع سیکل رانکین استفاده می شود. اما استفاده از این چرخه جهت بررسی توربین بخار مناسب نمی باشد. از اینرو برای بررسی از چرخه رانکین استفاده می شود.
چرخه رانکین
توربین های بخار برای کار کردن و تولید انواع انرژی باید از چرخه رانکین پیروی کنند. این سیکل توسط دانشمند اسکاتلندی ویلیم جان مک گورن رانکین معرفی شد. توربین های بخار بخشی از یک چرخه رانکین می باشد. چرخه رانکین، یک چرخه تبدیل گرما به قدرت است. این چرخه از دو فرآیند هم فشار و دو فرآیند هم آنتروپی متشکل است. که در شکل 2-2 نمودار T-s و طرح کلی این سیکل نمایان است.
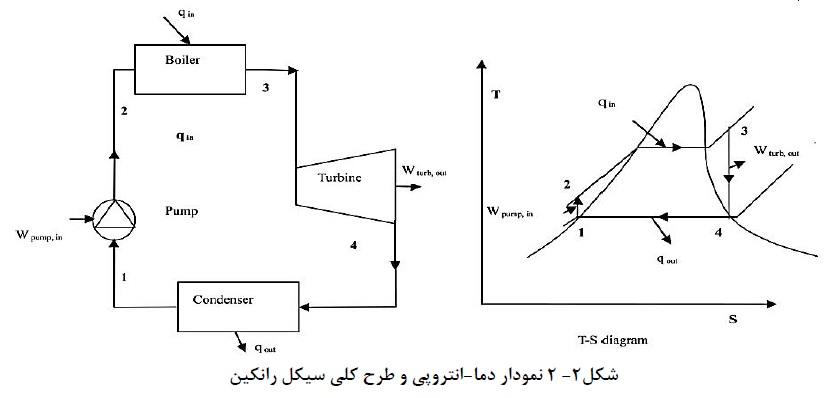
چهار فرآیند اصلی در سیکل رانکین وجود دارد که هر کدام شرایط ترمودینامیکی سیال عامل را تغییر می دهند. که این تغییرات در ادامه بیان خواهد شد. فرآیند 1-2 سیال عامل از فشار پایین به فشار بالاتر پمپاژ می شود. و از آنجایی که سیال در این مرحله در حالت مایع اشباع قرار دارد. پمپ به انرژی ورودی کمی نیاز دارد. فرآیند 2-3 این مایع فشار بالا وارد بویلر می شود. که در این مرحله در فشار ثابت بوسیله یک منبع گرمایی خارجی گرم میشود و تبدیل به بخار اشباع خشک می شود.
فرآیند 3-4 بخار خشک اشباع بوسیله توربین منبسط می شود. و تولید توان می کند. این عمل باعث کاهش فشار و دمای بخار می شود. و ممکن است چگالش مختصری هم رخ بدهد. فرایند 4-1 بخار مرطوب وارد کندانسور میشود و در داخل آن در یک فرایند دما – فشار ثابت تبدیل به مایع اشباع میشود. در سیکل ایده آل رانکین، پمپ و توربین آیزنتروپیک خواهند بود. یعنی هیچ آنتروپی تولید نخواهند کرد. و بنابراین کار خالص خروجی را ماکزیمم خواهند کرد. همچنین فرآِیندهای 1-2 و 3-4 بوسیله خطوط عمودی در نمودار 2-3 نمایان است. و بسیار شبیه به سیکل کارنو می باشد. هدف اصلی ما از این تحلیل صرفاً بررسی نقش توربین در سیکل می باشد. از اینرو به بررسی سایر اجزای سیکل نمی پردازیم. در واقع ما صرفاً فرآیند 3-4 را مورد بررسی قرار می دهیم.
در مرحله اول محاسبات، ابتدا محاسبات خود را بدون استفاده از کامپیوتر انجام می دهیم. مهمترین ضعف این روش این است که توانایی رسم نمودارهای دقیق و بررسی پاسخ یک کمیت در قبال تغییر کمیت دیگر به صورت گسترده یا وجود ندارد. یا مستلزم انجام محاسبات فراوانی میباشد. در مرحله دوم توربین را توسط نرم افزار EES بررسی می کنیم.
توسط این نرم افزار منحنی های مختلفی را می توان رسم کرد که تا حد زیادی به درک توربین بخار کمک می کند.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09922704358
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com