ck45,mo40,spk,spkr,ورق دریایی,ورق مخازن بخار,ضد سایش,ضد اسید,استنلس استیل,مانیسمان
ck45,spk,mo40,gla,x52,steels,مانیسمان,لوله آلیاژی,آتشخوار,فروش انواع فولاد آلیاژی,فروش انواع ورق آلیاژی, در سراسر ایران,فولاد رسول دلاکان/09122136675ck45,mo40,spk,spkr,ورق دریایی,ورق مخازن بخار,ضد سایش,ضد اسید,استنلس استیل,مانیسمان
ck45,spk,mo40,gla,x52,steels,مانیسمان,لوله آلیاژی,آتشخوار,فروش انواع فولاد آلیاژی,فروش انواع ورق آلیاژی, در سراسر ایران,فولاد رسول دلاکان/09122136675
لوله آهنی-فروش لوله آهنی-کاربرد لوله آهنی-لوله آهنی سیاه
فروش لوله آهنی
لوله آهنی-این لوله ها برای بسیاری از پروژه های لوله کشی عالی هستند. آنها برای جابجایی آب، انتقال فاضلاب و در برخی از موارد انتقال گاز و سیم های برق مورد استفاده قرار می گیرند.
یکی دیگر از کاربردهای عالی لوله های آهنی برای سیستم دفع زباله است. زیرا در برابر ساییدگی و خوردگی که ممکن است در اثر ورود و خروج روزانه مواد غذایی و ذرات ایجاد شود. بسیار مقاوم هستند. از همه مهمتر بهترین ویژگی لوله های آهنی نسبت به برخی از لوله ها از جمله پی وی سی، قابلیت بازیافت راحت آن ها است. به طوری که می توان آنها را بارها و بارها برای پروژه های مختلف استفاده کرد.
لوله آهَنی بهترین انتخاب برای سیستم لوله کشی است؟
به طور یقین نمی توان به این سؤال پاسخ داد. زیرا تنوع لوله ها بالاست و هر یک از آنها برای نوعی از لوله کشی کاربرد دارند. برای مثال لوله سیاه آهنی بیشتر برای انتقال گاز مورد استفاده قرار می گیرد. لوله های فولادی خصوصاً نمونه های گالوانیزه که می توانند در دسته لوله های آهنی قرار بگیرند. بیشتر برای انتقال آب و مایعاتی مورد استفاه قرار می گیرد که به دلیل وجود روطبت عمر مفید لوله را کاهش می دهند.
از طرف دیگر لوله های پلاستیکی مثل لوله پی وی سی و لوله پلی اتیلن موجود هستند. که هر یک مزایای خاص خود را دارند. برای مثال اگرچه در گذشته این لوله های آهنی بودند که استفاده زیادی در مصارف برق کشی داشتند. اما در حال حاضر لوله های PVC به دلیل خواص منحصر به فرد خود. مانند انعطاف پذیری و خاصیت خود خاموش شوندگی، عملکرد بسیار بهتری نسبت به لوله های فلزی دارند. به همین دلیل طرفداران بیشتری دارند. بنابراین استفاده از لوله آهنی دقیقاً به نوع کاربری بستگی خواهد داشت. زیرا برای هر سیستم لوله کشی نوعی لوله خاص کاربرد دارد.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
پروفیل های ریل ایران-بررسی نقش پروفیل های ریل ایران در سایش
متن کامل پروفیل های ریل ایران، کروم را می توانید با کلیک بر روی عبارت ((پروفیل)) مشاهده نمایید.

بررسی نقش پروفیل های ریل ایران در سایش و رفتار چرخ هایی با پروفیل S1002 از طریق آنالیز اندرکنش پروفیل های نو
چکیده
سایش چرخ و ریل در وسایل نقلیه ریلی غیر قابل اجتناب است. پژوهشگران در طول سالهای گذشته تلاش های فراوانی برای کمینه سازی میزان سایش انجام دادند. یکی از پارامترهای مهم، هماهنگی پروفیل و مشخصات چرخ با پروفیل و مشخصات ریل است. در خطوط ریلی کشور سه نوع غالب پروفیل های ریل عبارتند از: U33-R50-UIC60 که با شیب زیر ریل 1/2 مورد استفاده قرار گرفتند. در این مقاله این سه نوع پروفیل ریل با پروفیل چرخ S1002 مورد استفاده در ناوگان ریلی ایران تحلیل شده اند.
تأثیر گیج ریل، تأثیر شیب ریل، نمودار قابلیت عبور از قوسها. نمودار ضریب معادل مخروطی و سطع مقطع تماس در حرکت جانبی چرخ و محور بررسی گردید. متأسفانه نتایج تحقیقات نشانگر عدم هماهنگی بین پروفیل چرخ و پروفیل ریل است. که تأثیر بسیاری بر روی سایش چرخ و ریل و رفتار ناوگان ریلی دارد. ریل U33 که از خطوط قدیمی است. با چرخ S1002 دارای مشخصه بهتری نسبت به دو خط دیگر بوده. ولی در عین حال دارای حساسیت بالاییی نسبت به تغییرات گیج و شیب ریل است. خطوط با ریل UIC60 بدترین شرایط را برای چرخ های S1002 اعمال می کنند. و لازم است با توجه به ریل موجود در کشور در تعیین نوع پروفیل ناوگان ریلی اندرکنش پروفیل ها در نظرگیری شود.
مقدمه
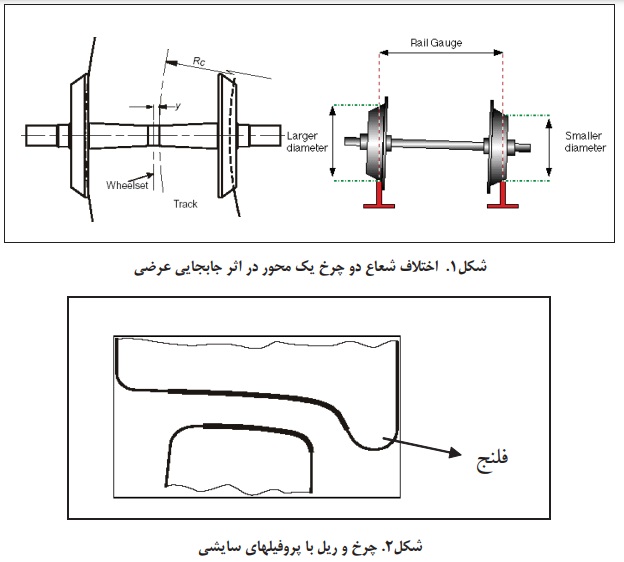
یکی از عوامل مهم تأثیرگذار بر روی رفتار سایشی و همچنین تعیین شرایط خروج از خط، پروفیل چرخ است. فناوری صنعت ریلی نشان داده است که استفاده از چرخ و محورهای یکپارچه. با توجه به بار محوری بین 10 تا 350 تن، بهترین انتخاب برای این صنعت است. چرخ و محور یکپارچه باعث می شود. تا مرکز هم دو چرخ محور دارای یک سرعت دورانی باشند. این امر به نوبه خود در عبور از قوس ها به دلیل اینکه یکی از چرخ ها مسیر بیشتری را بایستی طی کند. مشکل ساز خواوهد بود. برای اجتناب از این امر چرخ ها را به صورت مخروطی شکل طراحی کرده اند. تا با جابجایی عرضی چرخ در جهت نیروی گریز از مرکز، اختلاف شعاع لازم به دست آید.
پژوهش های بعدی نشان دادند که سطح مخروطی چرخ ها پس از اندکی سایش به یک شکل پایدار تبدیل می شود. که دارای عمر زیادی بوده و می تواند جایگزین چرخ های ساده مخروطی شود.
با بررسیهای مشابه بر روی ریل، برای سطح مقطع چرخ و ریل سطوح خاصی به عنوان پروفیل ارایه شده اند (شکل2).
پروفیل چرخ با شکل مخروطی، عاملی است که باعث می شود در طی یک مسیر، اگر جابجایی جانبی ناچیزی وجود داشته باشد. یک نیرو به سمت مرکز بر مجموعه چرخ و محور اعمال شود. که باعث برگشت مجموعه به مکان اولیه خود و جبران جابجایی می شود. همچنین اعمال این نیرو باعث سازگاری شعاعی بیشتر مجموعه چرخ و محور در منحنیها خواهد شد. طبعاً این سازگاری باعث افزایش غلتش و کاهش سر خوردگی و در نهایت، کاهش سایش چرخ و ریل می شود.
وجود فلنج چرخ در لبۀ داخلی مانع خروج از ریل می شود. در هر مورد، چه در قوسها و چه موارد دیگر، لقی بین چرخ و ریل نمی تواند از حد مشخصی بیشتر باشد. و این مقدار حد مناسبی است. که با استفاده از سازوکار مورد بیان، جابجایی های جانبی را در حد مطلوب محدود می کند.
پروفیل های ریل ایران
نقش هماهنگی پروفیل های چرخ و ریل را در سایش، در عواملی چون تأثیر مستقیم در سطح مقطع. تماس بین چرخ و ریل و در نتیجه تنشهای تماسی، تأثیر مستقیم بر جهت نیروها و در نتیجه مقدار آن. تأثیر مستقیم بر وسعت نقاط تماس بین چرخ و ریل و در نتیجه عمر خستگی چرخ و ریل. تأثیر مستقیم در ناپایداری جانبی چرخ و در نتیجه سایش ناشی از نوسانات جانبی و چرخشی (هانتینگ). و تأثیر مستقیم بر روی اختلاف شعاع بین چرخ چب و راست. و در نتیجه لغزش های نسبی بین چرخ و ریل در قوس ها و در انتها. تأثیر مستقیم بر روی تعداد نقاط تماس بین چرخ و ریل و جهش های موضعی بین این دو دانست.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
جوش آلیاژ تیتانیوم-بررسی عوامل مختلف بر عمق نفوذ و پهنای جوش آلیاژ تیتانیوم
متن کامل جوش آلیاژ تیتانیوم، کروم را می توانید با کلیک بر روی عبارت ((تیتانیوم)) مشاهده نمایید.
بررسی عوامل مختلف بر عمق نفوذ و پهنای جوش آلیاژ تیتانیوم گرید (Ti-6A1-4V) جوشکاری شده با روش پلاسما
چکیده
در این تحقیق، تأثیر عوامل مختلف جوشکاری پلاسما بر روی کیفیت جوش ورق 3 میلی متر آلیاژ تیتانیوم Ti-6A1-4Vبررسی گردید. این عوامل شامل شدت جریان الکتریکی، سرعت خطی جوشکاری و ترکیب مختلف گاز پلاسما (آرگون-هلیوم) است. که بر پهنای سطح و ریشه جوش (نشان دهنده مقدار حرارت ورودی) مؤثر می باشد. نتایج ماکروگرافی نشان میدهد. که یک محدوده مشخص از شدت جریان الکتریکی و سرعت خطی وجود دارد.
که در داخل این محدوده نفوذ جوشکاری مناسب بوده و یک منطقه جوش بدون هرگونه عیب داخلی و سطحی. و با خواص مکانیکی مطلوب بدست می آید. همچنین با محافظت موضعی منطقه جوش شامل سطح دنباله و ریشه جوش با گاز آرگون با خلوص 5N. می توان از اکسید شدن منطقه جوش و تشکیل اکسید تیتانیوم بر سطح جوش جلوگیری کرد (جوش نقره ای رنگ براق). نتایج آزمون مکانیکی مشخص می کند که در صورت جوشکاری در داخل محدوده مناسب حاصله. از عوامل جوشکاری، استحکام کششی فلز جوش نزدیک به فلز پایه می باشد.
به علت اتوماتیک بودن روش جوشکاری، تکرارپذیری روش جوشکاری پلاسما بسیار مناسب بوده و کیفیت جوش به خوبی قابل کنترل می باشد. افزایش مقدارر گاز هلیوم، باعث گسترش منطقه جوش و عمق نفوذ بالاتر جوش می شود. بررسی ریزساختار منطقه جوش مشخص می کند که سه ساختار آلفای محصور شده دندانه ای. ساختار آلفا -بتا (ویدمن اشتاتن) و مارتنزیت در ساختار فلز جوش وجود دارد.
پیشگفتار
تیتانیوم ترکیبی از خواص استحکام بالا، چقرمگی مناسب، چگالی پایین، غیر سمی و مقاومت به خوردگی. در دماهای بسیار پایین تا دمای نسبتاً بالا (تا 600 درجه سانتی گراد) است. این خواص فیزیکی، شیمیایی و مکانیکی مناسب فلز تیتانیوم و آلیاژهای آن. باعث ایجاد جایگاهی ویژه در محصولات فلزی پس از فولاد و آلومینیوم می شود. در کنار کاربردهای تیتانیوم در محصولات مصرفی مثل دسته گلف. بدنه دوچرخه و رایانه های قبل حمل، مهمترین کاربردهای تیتانیوم به دلیل خواص منحصر به فردی که ذکر شد. بیشتر در صنایع فضایی، هوافضا، صنعت نفت، گاز و پتروشیمی. صنایع خودرو، صنایع دریایی و اندام های داخلی بدن می باشد.
در کاربردهای فضایی انواع مخازن سوخت مایع و جامد با توجه به ویژگی های که ذکر گردید مورد استفاده قرار می گیرد. این مخازن در سامانه های انتقال مداری، سیستم های کنترل وضعیت ماهواره و تجهیزات جانبی سازه های فضای استفاده می شود (شکل 1). انواع روش های جوشکاری معمول مورد استفاده در ساخت مخازن مورد کاربرد فضایی شامل روش های ذوبی و نیمه جامد می باشد. تیتانیوم خالص در دمای اتاق دارای ساختار بلوری HCP (فاز آلفا) است.
که در دمای نزدیک 885 درجه سانتی گراد به ساختار بلوری BCC (فاز بتا) تغییر فاز می یابد. دمای انتقال بتا، بسته به نوع و مقدار عناصر آلیاژ یا مواد ناخالصی می تواند افزایش و یا کاهش یابد. عناصر آلیاژی همچون آلومینیوم، گالیوم، ژرمانیوم، کربن، اکسیژن و نیتروژن به عنوان پایدار کننده های فاز آلفا. و عناصری همچون مولیبدن، وانادیوم، تانتالیوم، نیوبیوم، آهن، کروم، منگنز، کبالت، نیکل و مس پایدارکننده های فاز بتا می باشند. آلیاژهای تیتانیوم بر اساس میزان فازهای آلفا و بتای موجود در ساختار خود در دمای اتاق به 5 دسته اصلی شامل تیتانیوم آلفا. شبه آلفا، آلفا-بتا، شبه بتا و بتا تقسیم بندی می شوند.
تیتانیوم خالص تجاری و بیشتر آلیاژهای تیتانیوم قابلیت جوشکاری با استفاده از روش های مختلف جوشکاری را دارند. متداول ترین روش های جوشکاری مورد استفاده برای آلیاژهای تیتانیوم شامل جوشکاری تنگستن با گاز خنثی. جوشکاری قوس پلاسما، جوشکاری باریکه الکترونی، جوشکاری باریکه نور لیزر و جوشکاری اصطکاکی اغتشاسی اشاره نمود. مذاب تیتانیوم به آسانی با اکسیژن، نیتروژن، کربن و هیدروژن واکنش می دهد. که این عناصر از طریق تماس با هوا و یا سطحی که دارای آلودگی است می تواند جذب مذاب تیتانیوم شوند. و اثرات نامطلوبی را بر روی خواص فلز جوش داشته باشند. به همین علت فرآیندهای جوشکاری همچون جوش قوس زیرپودری برای جوشکاری تیتانیوم مناسب نیستند.
همچنین عمدتاً تیتانیوم را نمی توان به فلزات دیگر جوش داد؛ زیرا امکان تشکیل ترکیبات بین فلزی تُرد در ناحیه جوش وجود دارد. که می تواننند سبب ایجاد ترک و شکست ترد در ناحیه جوش شوند. جوشکاری قوس پلاسما (PAW) توسعه یافته جوشکاری قوس تنگستنی گازی (GTAW) است. به این علت قوس پلاسما از درون افشانکی تنگ کننده عبور می کند. که قوس ایجادی باریک تر و عمق بیشتری دارد. گاز خنثی عبور داده شده توسط افشانک وظیفه تشکیل پلاسما را دارد و گاز خنثی عبور داده شده بین افشانک و سرامیک. وظیفه حفاظت منطقه جوش مشابه با روش تیگ و میگ-مگ دارد.
گاز خنثی قوس یا به صورت آرگون خالص و یا ترکیب آرگون -هلیوم استفاده می شود. جوشکاری قوس پلاسما با دو حالت فنی، ذوبی و سوراخ کلیدی انجام می شود. حالت ذوبی مشابه با روش تیگ است. که در ضخامت های زیر یک میلی متر ایجاد می شود. حالت سوراخ کلیدی نفوذ عمیق اتصال را برای اتصال های با ضخامت بالاتر از یک میلی متر در یک پاس فراهم می کند. جوش های قوس پلاسما گرایش به سوختگی کناره و رویه های مُحدب در امتداد لبه های فوقانی دارند. مگر این که در جریان جوشکاری فلز پر کننده اضافه شود. یا این که پاس ثانوی به عنوان پاس زینتی به کاری گیری می شود.

تحقیقات محقق های قبلی بر روی عوامل مختلف مانند شدت جریان جوشکاری [11،21،22،23،24]. سرعت خطی جوشکاری [25،24،22،21،11]، قطر سوراخ نازل مسی و قطر تنگستن [22]، نوع طراحی اتصال جوش [12،11]. نرخ جریان گاز پلاسما [24،21] و اثرات فرکانس جوش پالسی جریان گاز پلاسما [29،26]. بر روی مقدار اعوجاج، خواص مکانیکی و ریزساختار آلیاژ تیتانیوم گرید 5 بوده است. این بررسی عوامل مورد ذکر عمدتاً بر روی ورق های نازک و تا ضخامت حداکثر 1mm بوده است.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
لوله داربست – فروش لوله داربستی

فروش لوله داربست - لوله داربست فولادی-لوله داربست آهنی - انواع لوله داربست
معمولاً هنگام ساخت و ساز برای دسترسی به نقاط دشوار، از داربست های ساختمانی استفاده میشود. این محصولات شامل لوله هایی با اندازه 3 الی 6 متر و قطر خارجی 48.3 میلی متر هستند. لوله های داربست با روش های مختلف به یکدیگر متصل میشود و سازه داربست را تشکیل می دهند. در حالت کلی، برای ساخت داربست از میله هایی با جنس چوب یا فلز استفاده می کنند. که عدم به کارگیری مناسب آن ها، سبب به بار آمدگی خسارت های جبران ناپذیری می شود. این سازه ها در فاصله 30 الی 40 سانتی متر از ساختمان واقع می شوند. البته نظر طراح ساختمان نیز در این رابطه بی تأثیر نخواهد بود. در مجموع نسبت به نوع موقعیتی که میخواهید از داربست استفاده کنید. مشخصات فنی لوله داربست تعیین می شود.
نکات مهم در بستن لوله داربست
داربست ها نهایتاً تا ارتفاع 3 متر قابل پیاده سازی هستند. و میزان ارتفاع آنها باید با توجه به ارتفاع ساختمان تنظیم گردد.
هنگام به کارگیری این سازه ها، استفاده از کمربند ایمنی و کفش های غیر لغزنده فراموش نشود.
از محکم بودن پایه نردبان اطمینان حاصل کنید
از طریق راه های ایمن به سکوی کار وارد شوید
بیشترین خساراتی که از جانب این سازه ها گزارش گردید. مربوط به زمان نصب یا برداشت آنها می باشد. به همین خاطر لازم است که برای کارگران یک سکوی کار مناسب فراهم شود.
از محکم بودن اتصال طناب با تسمه مطمئن شوید. چرا که در غیر این صورت ممکن است مصالح یا کارگران به راحتی لیز خورده و سقوط کنند.
از قرارگذاری تجهیزات و مصالح یا وزن زیاد روی این سازه ها خودداری نمایید.
فولاد رسول دلاکان
با سالها تجربۀ ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی. و با گواهینامه ها و آنالیزهای معتبری که ضمیمه محصولاتش به مشتریان خویش میها می کند. توانسته رضایتمندی مشتریان خویش را همواره فراهم آورد.
صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش. انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
02128423820 – 09122136675
واتس آپ: 09122136675
فکس: 02128423820
اینستاگرام: fooladdalakan
ایمیل : fooladrasuldalakan@gmail.com
تولید آلیاژ مس،کروم با میزان حلالیت بالای کروم در زمینه مس
متن کامل تولید آلیاژ مس، کروم را می توانید با کلیک بر روی عبارت ((تولید آلیاژ)) مشاهده نمایید.

ارائه روشی برای تولید آلیاژ مس-کروم با میزان حلالیت بالای کروم در زمینه مس
چکیده
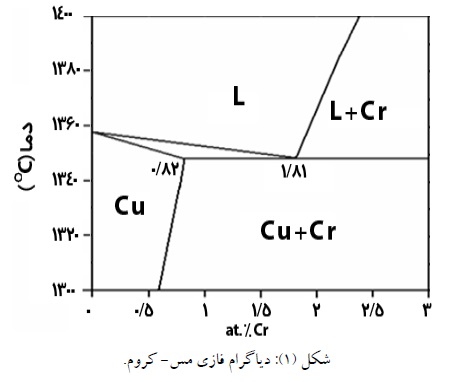
آلیاژهای مس-کروم به دلیل داشتن هدایت الکتریکی و حرارتی بالا. استحکام و مقاومت به خستگی و خوردگی خوب و شکل پذیری نسبتاً آسان. کاربرد گسترده ای دارند. این آلیاژها جزء خانواده آلیاژهای رسوب پذیر محسوب می شوند. از این رو هرچه در هنگام تولید، کروم بیشتری در زمینه مس به صورت محلول در آید. می توان رسوبات بیتشر و پراکنده ای حین مرحله عملیات حرارتی ایجاد نمود و استحکام آلیاژ را بالا برد. به همین دلیل در پژوهش حاضر برای تولید این رده از آلیاژها از روش شکل دهی در قالب مسی آبگرد به کارگیری شد. تا علاوه بر قرار گیری به میزان خلاقیت قابل قبول عنصر آلیاژی کروم در مس، هزینه تولید نیز افزایش چندانی نداشته باشند. نتایج نشان دادند که به کمک این روش می توان به حداکثر حلالیت 1/12 درصد اتمی کروم در زمینه مسی آلیاژ دست یافت.
مقدمه
آلیاژهای مس-کروم به دلیل هدایت الکتریکی بالا و استحکام مناسب در دمای بالا، از جمله مواد مهم مهندسی در صنایع الکتریکی محسوب می شوند. کاربرد عمده این آلیاژها در ساخت الکترودهای جوشکاری مقاومتی. سوئیچ های خلأ ولتاژ بالا، قالب های ریخته گری و سیم پیچی ترانسفورماتورهاست. حداکثر حلالیت کروم در مس، در دمای یوتکتیک 0/82 درصد اتمی است (دیاگرام فازی مس – کروم، شکل1).
تولید آلیاژ مس،کروم
این مقدار کروم موجود در محلول جامد، کسر حجمی رسوبات اندکی را در مرحله پیرسازی ایجاد می کند. لذا خواص مکانیکی مناسبی را فراهم نمی آورد. از این رو دست یابی به حلالیت بالای کروم در زمینه آلیاژ اهمیت ویژه ای دارد. به همین علت برای تولید این دسته از آلیاژها بیشتر از روش های انجماد سریع استفاده می شود.
تولید آلیاژ مس،کروم
تونیک و همکارانش با به کارگیری روش انجماد سریع ذوب چرخشی توانستند حلالیت کروم را تا حداکثر 3/3 درصد اتمی در دمای محیط افزایش دهند. در حالی که کوریا و همکارانش با استفاده از روش افشانش پودر تنها به حلالیت کروم تا 2 درصد اتمی دست یافتند. فرآیند تولید نسبتاً طولانی، دشوار و بازدهی اندک این روش ها، سبب افزایش قیمت محصول نهایی می شود. برخی از محققین برای رفع این مشکلات از روش ذوب فلز معمولی استفاده کرده اند.
همتی با استفاده از روش ذوب فلز ثقلی در قالب تبریدی به این نتیجه رسید. که به علت سرعت سرمایش بالاتر این روش نسبت به حالت انجماد تعادلی، میزان کروم محلول در آلیاژ بیشتر از حالتی است. که انجماد به صورت تعادلی صورت گیرد. پارسایی برای افزایش هرچه بیشتر سرعت انجماد، پس از رساندن دمای مذاب به 1650 درجه سانتی گراد. ذوب فلز را در قالب مسی همدما با نیتروژن مایع انجام داد. به این ترتیب سرعت سرمایش به حدود 210 c/S رسید. اما به علت گرم شدن قالب در حین ذوب فلز و انجماد تا حدودی عملیات پیرسازی و تشکیل رسوبات همدوس نیز رخ داد.
این امر سبب شد که با انجام عملیات پیرسازی بعدی، رسوبات متشکل درشت تر شوند. و سختی آلیاژ تولیدی به این روش کمتر از مقدار مورد انتظار باشد. با توجه به مشکلات عملی موجود در برای تولید آلیاژ مس – کروم به روش های قبل در این تحقیق برای افزایش سرعت انجماد . و وقوع به حلالیت بیشتر عنصر کروم در زمینه مسی آلیاژ مس -کروم از روش ذوب فلز در قالب مسی آبگرد استفاده شد. نتایج بیان کرد که آلیاژ تولیدی به روش مذکور سختی و استحکام مناسبی را دارد. و تولید صنعتی این آلیاژ با این روش کاملاً اقتصادی و مقرون به صرفه است.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com