ck45,mo40,spk,spkr,ورق دریایی,ورق مخازن بخار,ضد سایش,ضد اسید,استنلس استیل,مانیسمان
ck45,spk,mo40,gla,x52,steels,مانیسمان,لوله آلیاژی,آتشخوار,فروش انواع فولاد آلیاژی,فروش انواع ورق آلیاژی, در سراسر ایران,فولاد رسول دلاکان/09122136675ck45,mo40,spk,spkr,ورق دریایی,ورق مخازن بخار,ضد سایش,ضد اسید,استنلس استیل,مانیسمان
ck45,spk,mo40,gla,x52,steels,مانیسمان,لوله آلیاژی,آتشخوار,فروش انواع فولاد آلیاژی,فروش انواع ورق آلیاژی, در سراسر ایران,فولاد رسول دلاکان/09122136675
ورق هاردوکس 450-فولاد هاردوکس 450-فروش هاردوکس 450- قیمت هاردوکس
فروش ورق هاردوکس 450 ((قیمت مناسب))
ورق آلیاژی ضد سایش هاردوکس 450 از انواع ورق های ضد سایش می باشد. که حاوی 0.26 درصد کربن است.
ورق هاردوکس 450 دارای عناصر دیگری مانند سیلیسیم، منگنز، کروم، مولیبدن و نیکل می باشد. همچنین مقادیر ناچیزی فسفر، گوگرد و بور دارد.
ضخامت ورق آلیاژی ضدسایش هاردوکس 450 با توجه به درصد به کار رفته عناصر مولیبدن، کروم، کربن و نیکل متغیر می باشد. این نوع ورق در ماشین کاری، شکل دهی و جوشکاری کاربرد دارد. سختی برینل معیاری برای سنجیدن سختی ورق هاردوکس می باشد. ورق هاردوکس 450 در صنایع مختلفی از جمله صنایع متالورژی و صنایع سنگین مرتبط کاربرد دارد.
ورق آلیاژی ضد سایش هاردوکس 450، محبوب ترین فولاد مقاوم در برابر سایش است. که از خواص ساختاری عالی برخوردار است. ضخامت ورق های هاردوکس 450 بین 3-8 میلی متر و همچنین سختی آن نیز بین 425 – 475 برینل است. عرض ورق هاردوکس بیش از 3350 میلی متر است. و طول آن بیش از 14630 میلی متر می باشد. همچنین یکی از ویژگی های خوب ورق آلیاژی ضدسایش هاردوکس 450، اتصال پذیری و قابلیت جوشکاری ورق هاردوکس است.
کاربرد این نوع ورق های ضدسایش در صنایع مختلف
ورق های ضدسایش در زمینه هایی چون معدن,معند سنگ, نوار نقاله, حمل مواد. و ساخت و ساز بکار گرفته میشود. طراحان کارخانه, ورقهای ضدسایش را در مواقعی که قطعات بحرانی. نیاز به افزایش طول کارکرد داشته باشند. مورد استفاده قرار میگیرند.
ورق های هاردوکس که نوع مقاومی از ورقهای ضدسایش هستند. با مقاومت بالایی که در برابر سایش و خوردگی از خود نشان میدهند. این مشکل سایش را برطرف کرده اند.
مزایای استفاده از ورق های ضدسایش
مزایای استفاده از ورق های فولادی مقاوم در برابر سایش در فرآیندی که شامل. تأثیر با مواد ساینده بسیار زیاد است. به وضوح دیده میشود. بسیار از تولیدکنندگان,. ورق فولادی ضدسایش را تحت عنوان نام تجاری خود تولید میکنند. این نام تجازی همراه با سختی فولاد است که در واحد برینل اندازه گیری شده است.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
ورق هاردوکس 400 – ورق ضد سایش هاردوکس 400-فولاد هاردوکس 400-hardox
فروش ورق هاردوکس 400 ((قیمت مناسب))
_j1sp.jpg)
ورق هاردوکس 400 یک ورق مقاوم در برابر سایش با سختی حدوداً 400 برینل می باشد.
از ورق هاردوکس 400 در شرایطی که هم مقاومت در برابر سایش و هم مقاومت در برابر ضربه مورد نیاز است، استفاده می شود.
ورق ضد سایش لاستیکی 400 یک فولاد همه جانبه است. که در برابر سایش و ساییدگی مقاومت می کند. ورق هاردوکس 400 علاوه بر سختی زیاد، بدلیل قابلیت خوب خم شدن و جوشکاری ورق هاردوکس این فولاد، باعث شده است. تا در سازه هایی با سایش متوسط مورد استفاده قرار گیرد.
مزایای ورق هاردوکس 400
از جمله مزایا و ویژگی های ورق های ضد سایش لاستیکی هاردوکس 400 میتوان به موارد زیر اشاره کرد.
انعطاف پذیری خوب و خم شدن سرد
شرایط عادی برای برش اکسی
عدم نیاز به اقدامات احتیاطی خاص
جوشکاری ورق هاردوکس بسیار راحت است
کاربرد ورق ضد سایش هاردوکس 400
ورق هاردوکس 400 نیز مانند دیگر اعضای خانواده خود زمانی استفاده می شود. که نیاز به مقاومت در برابر سایش باشد. و همچنین برای ساخت چکش و موج شکن و غیره مورد استفاده قرار می گیرد. همچنین از دیگر انواع این ورق ها می توان به ورق ضد سایش لاستیکی اشاره کرد.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
شبیه سازی اکستروژن لوله فولاد زنگ نزن آستنیتی AISI304-فروش استنلس استیل 304
متن کامل شبیه سازی اکستروژن لوله استیل 304 را می توانید با کلیک بر روی عبارت ((لوله استیل 304)) مشاهده نمایید.

شبیه سازی اکستروژن لوله فولاد زنگ نزن آستنیتی AISI 304 و مقایسه نتایج با روابط کران بالا
هدف پژوهش، بررسی اثر دمای اولیه شمش، سرعت اکستروژن. نسبت اکستروژن و زاویه قالب روی فرایند اکستروژن لوله فولاد زنگ نزن 304. به ویژه نیروی اکستروژن و نیل به پارامترهای بهینه برای انجام فرایند بود. برای شبیه سازی نرم افزار آباکوس استفاده شد. دوازده نمونه با شرایط اولیه مختلف بررسی شد. با توجه به تقارن محوری فرایند، برای شبیه سازی مدل متقارن محوری دو بعدی استفاده شد. همچنین برای حل فرایند، حل جفت شده مکانیکی-حرارتی استفاده شد. برای نیل به درجه های آزادی مورد نیاز، از المان CAX4RT استفاده شد. دمای اولیه شدیدترین اثر را روی نیروی اکستروژن دارد. نتایج شبیه سازی با نتایج تحلیل ریاضی انطباق خوبی را نشان داد.
اکستروژن یکی از فرایندهای معمول شکل دهی حجیم برای تغییر شکل مواد به محصولات نیمه تمام است [1]. یکی از محصولاتی که با این روش تلوید می شود، لوله های بدون درز است. لوله بدون درز فولاد زنگ نزن AISI 304، قطعه مهمی است. که در صنعت نفت، صنعت حمل و نقل و صنایع دفاع کاربرد وسیعی دارد. که به طور عمده به علت مقاومت به خوردگی، و اکسید شدن عالی آن و کارایی خوب آن تحت دماهای بالا و پایین است [2].
لوله های بدون درز فولاد زنگ نزن، می تواند توسط روش اکستروژن با استفاده از شیشه به عنوان روانکار، تولید شود. فرایند در دمای بالا انجام می شود و با تغییر شکل های بزرگ و نرخ کرنش های بالا مرتبط است.
بطور معمول، تحلیل فرایند شکل دهی فلزات، با استفاده از شیوه های تحلیلی، عددی، یا فیزیکی انجام می شود [3]. به علت پیچیدگی رابطه های درگیر در شیوه تحلیلی، چنین روش هایی تنها برای حالت هندسی و شرایط مرزی ساده کاربرد دارد [3]. طراحی، کنترل و بهینه سازی فرایند شکل دهی، به دانش تحلیلی در زمینه سیلان فلز، تنش ها و انتقال حرارت و همچنین اطلاعات فنی مربوط به روانکاری، تکنیک های گرم کردن و سرد کردن، جابجایی مواد، طراحی قالب و تولید و تجهیزات شکل دهی نیاز دارد [4].
هدف اصلی استفاده از تحلیل در شکل دهی فلزات، تحقیق در مورد مکانیک فرایندهای تغییر شکل پلاستیک با اهداف عمده ززیر می باشد.
. تعیین روابط حرکتی (شکل، سرعت ها، نرخ کرنش و کرنش). بیش شمش خام یا قطعه نیمه تمام و محصول نهایی، برای مثال پیش بینی سیلان فلز در حین عملیات شکل دهی می باشد.
. تعیین حدود شکل پذیری یا قابلیت تولید.
. پیش بینی تنش ها، نیروها، و انرژی لازم برای انجام عملیات شکل دهی [4].
بهینه سازی فرایند اکستروژن صنعتی اغلب روی روش تجربی استوار می باشد. که نتیجه آن محدودیت در بهره وری می باشد. از طرفی با توجه به اینکه پیش بینی های سریع توسط شبیه سازی های کامپیوتری انجام می شود. که در بهبود قابلیت رفتار یکپارچه بار اعمالی و تجهیزات داخلی فرایند مؤثر است [5]. می توان با شبیه سازی فرایند اکستروژن به شرایط بهینه ای برای انجام عملی این فرایند رسید.
شبیه سازی اجزای محدود ابزاری مهم در طراحی و توسعه اکستروژن و فرایندهای دیگر تولیدی می باشد. بیشترین کارهای شبیه سازی در مورد اکستروژن آلومینیم است. ولی کارهایی نیز در زمینه اکستروژن فولاد و تیتانیم انجام شده [6] است. که از آن جمله می توان به کارهای دامو داران و شیوپوری [7]، لی و همکاران [8] روی تیتانیم و کارهای هانسون [11]، جانسون و هانسون [6]، سزار کوفسکی و همکاران [12] و هانسون و دامکین [13] روی فولاد اشاره کرد.
شبیه سازی اکستروژن با استفاده از روش اجزای محدود، در طول دهه گذشته عادی تر می باشد. معمول ترین روش در این نوع شبیه سازی، استفاده از دمای شمش یکنواخت به عنوان شرایط اولیه در مدل اکستروژن است. حالت اولیه گرم کردن و حمل و نقل، اغلب نادیده گرفته می شود [14]. هرچند روش اجزای محدود می تواند مبنای درستی برای مطالعه و بهینه کردن تغییر شکل اتفاق افتاده در فرایند اکستروژن پیچیده فراهم کند، نمی تواند ابزار را طراحی کند [15].
اهمیت مدل سازی و شبیه سازی در صنعت شکل دهی فلزات به سختی در طول دهه های گذشته افزایش یافته است [16]. استفاده از روش المان محدود برای شبیه ساززی فرایندهای شکل دهی فلزات در اواخر دهه 1960 آغاز شد. از جمله اولین کسانی که برای حل مسأله خود از این روش استفاده کردند. باید به مارشال و کینگ در سال 1967 و لی کوبایاشی در سال 1970 اشاره کرد که با مسائل الاستیک-پلاستیک سروکار داشتند [17].
شبیه سازی فرایند با استفاده از روش المان محدود در حال حاضر به عنوان یک ابزار مهم برای توسعه محصول و فرایند قابل پذیرش است. با این حال، معرفی شبیه سازی کامپیوتری در تکنولوژی اکستروژن به سرعت دیگر بخش های صنعت تولید نبوده است. این موضوع در اصل به دلیل تغییر شکل های بسیار بزرگی است. که این شبیه سای را از لحاظ فنی به چالش کشیده و کامپیوتر طلب کرده است. شبیه سازی فرایندهای اکستروژن گرم به وضوح یکی از مشکل ترین مسائل در مدل سازی فرایند است [16].
با این حال، پتانسیل استفاده از روش های عددی برای تجزیه و تحلیل اکستروژن بالا می باشد. اهمیت فرایند کلی، از جمله حالت ناپایدار اولیه اکستروژن، می تواند تجزیه و تحلیل شود [18]. برای مثال تکامل تنش، نرخ کرنش و دما در مواد در طول فرایند را می توان در جزئیات مورد مطالعه قرار داد. چون ظرفیت سخت افزاری و نرم افزاری رایانه در حال افزایش است. بدون شک روش اجزای محدود یک ابزار پرکاربرد برای توسعه و بهینه سازی اکستروژن است.
در این کار براساس مطالعاتی که روی کارهای قبلی انجام گرفت. سعی بر این است که شرایط بهینه ای از فرایند اکستروژن برای تولید لوله های فولاد زنگ نزن بدست آید. این شرایط شامل دمای اولیه شمش، نسبت اکستروژن، سرعت اکستروژن و زاویه قالب برای به حداقل رسانی نیروی مورد نیاز برای فرایند می باشد.
از دیگر اهداف این تحقیق بدست آوری منحنی های تنش – کرنش و نرخ کرنش در منطقه تغییر شکل. و در شرایط اولیه مختلف، و مقایسه آن با نتایج حاصل از روابط تحلیلی. و همچنین نیل به شرایط و پارامترهای بهینه برای دست یابی به کمترین نیروی اکستروژن در انجام فرایند می باشد. افزایش دمای سطح خروجی نیز در حین فرایند مورد بررسی قرار می گیرد و با نتایج حاصل از روابط تحلیلی مقایسه می شود.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
بررسی علل تابیدگی در حین حملیات مارتمپرینگ روی فولاد گرمکار 1.2344 و 1.2312
متن کامل علل تابیدگی حین عملیات مارتمپرینگ را می توانید با کلیک بر روی عبارت ((فولاد ابزار گرمکار)) مشاهده نمایید.

بررسی علل تابیدگی در حین عملیات حرارتی مارتمپرینگ روی صفحات کم ضخامت دو نوع فولاد گرم کار DIN1.2344 و DIN1.2312
تابیدگی و اعوجاج قطعات در حین عملیات حرارتی همیشه به عنوان یک مشکل جدی وجود داشته است. و این مشکل روی مقاطع کم ضخامت بیشتر بروز می کند. در این پژوهش روشی ارایه می گردد تا علاوه بر به دست آوری خواص مکانیکی مطلوب. در فرآیند عملیات حرارتی مارتمپرینگ، کمترین میزان تغییر در ابعاد نیز حاصل شود. یا رویکرد بررسی علل و نیل به حداقل تابیدگی و اعوجاج، از دو نوع فولاد ابزار گرم کار با ضخامت های مختلف استفاده شد. پس از انجام آزمایشات متعدد سیکل مارتمپرینگ پله ای حاصل گردید، تا حداقل میزان تابیدگی و تغییر در شکل هندسی را به همراه داشته است.
کلمات کلیدی: عملیات حرارتی، فولاد گرم کار، مارتمپرینگ، تابیدگی و اعوجاج.
فولادها به عنوان مواد پلی مورفیسم این امکان را دارند. که با انجام عملیات حرارتی مناسب روی آنها به بهترین خواص مرتبط با عملکرد دست پیدا کنند. ولی عملیات حرارتی روی نمونه های فولادی کم ضخامت جهت افزایش میزانی سختی-که اغلب باعث مقاومت به سایش نیز می گردد. تابیدگی و اعوجاجی را به همراه دارد.
که در بسیاری موارد باعث معیوب شدن قطعات می گردد [1]. به عنوان نمونه مدل های ریختگری در فرآیند قالب گیری، بخصوص قالب گیری ماشینی-بدلیل در معرض قرارگیری پاشش ماسه. به صورت مستمر، دچار سایش می گردند. و به منظور افزایش مقاومت به سایش و در نهایت افزایش عمر مفید مدل های ریختگری می توانیم آنها را از جنس فولادی تهیه. و در پروسه عملیات حرارتی با افزایش میزان سختی به افزایش مقاومت به سایش آنها کمک کنیم.
اما بدلیل دقت ابعادی بالای این صفحه مدل ها و داشتن تلرانس های محدود، امکان انجام عملیات حرارتی روی آنها وجود ندارد. زیرا تابیدگی و اعوجاج یاد شده باعث از بین رفتن دقت های ابعادی می گردد. در بسیاری از موارد با در نظر گرفتن اضافات تراش برای بعد از عملیات حرارتی. تابیدگی های به وجود آمده را با ماشین کاری اصلاح می کنند. این روش به دلیل دشوار بودن باربرداری بعد از سخت شدن-بخصوص در قطعات پیچیده-روش مناسبی نیست. و در صورت انجام، بسیار وقت گیر و همراه با هزینه های ماشین کاری زیادی است [2].
از آنجایی که مواد بر اثر حرارت دچار تغییر در خواص ذاتی خود شامل خواص متالورژیکی و مکانیکی می گردند. بنابراین ممکن است تحت شرایطی که بر آنها حاکم می گردد. رفتاری متناسب با ویژگی های جدید ارائه دهند. تغییر شکل یا اعوجاج یعنی تغییر در ابعاد و شکل هندسی قطعه. که در اثر تغییر حجم حاصله از دگرگونی فازها و یا تنش های حرارتی و ساختاری رخ می دهد. اعوجاج مخصوصاً در هنگامی که گرم کردن قطعه نامنظم و سریع باشد. یا وضع قرار گیری قطعه در کوره یا هنگام سرد شدن ناقض و نامناسب باشد، پیش می آید. از طرفی باید دقت داشت که عمل سرمایش آرام و تدریجی باشد تا از ایجاد تنش های پسماندی. که به دلیل وجود گرادیان های دمایی به وجود می آیند، جلوگیری شود. با این وجود جلوگیری از اعوجاج قطعات طول و نازک بسیار مشکل است [3].
لذا هدف از این پژوهش بررسی علل مرتبط با شکل گیری تابیدگی در حین عملیات حرارتی. و ارائه راه حلی برای رسیدن به کمترین مقدار تابیدگی است. تا پس از عملیات حرارتی یا نیازی به ماشینکاری نباشد و یا با حداقل باربرداری نتیجه مطلوب حاصل گردد. از آنجا که عدم یکنواختی در شیب های حرارتی هنگام گرم و سرد شدن قطعه یکی از دلایل تابیدگی در عملیات حرارتی می باشد [4]، لذا پروسه ((مارتمپرینگ)) جهت به حداقل رسانیدن شیب های حرارتی و یکسان شدن دما در سطح و مغز قطعه، انتخاب گردید.
بنابراین چشم انداز این پژوهش روی ((صفحه های فولادی با ضخامت کم)) چنین تعریف گردید:
1- انتخاب مناسب ترین مواد از نظر ترکیب شیمیایی جهت کاهش میزان تابیدگی و اعوجاج.
2-انتخاب بهترین پروسه عملیات حرارتی برای کاهش میزان تابیدگی و اعوجاج.
3- در نظر گرفتن اثر ضخامت با توجه به نسبت مستقیم بین اندازه ضخامت و میزان تابیدگی.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
بررسی نورد پوسته ای بر خواص شکل پذیری ورق های فولاد ساده کربنی-فولاد کم کربن
متن کامل بررسی نورد پوسته ای را می توانید با کلیک بر روی عبارت ((فولاد کم کربن)) مشاهده نمایید.

بررسی نورد پوسته ای بر خواص شکل پذیری ورقهای فولاد ساده کربنی
در این پژوهش به بررسی تأثیر شرایط نورد پوسته ای بر میانگین ضریب کارسختی (N–). و نسبت ناهمسانگردی قائم (r–)که منجر به کشش عمیق پذیری محصولات مورد استفاده در صنایع اتومبیل سازی می گردد، مورد بررسی قرار گرفت. این دو پارامتر از شاخص های ارزیابی شکل پذیری می باشند. بر همین اساس سه سری نمونه فولاد ساده کربنی متفاوت، انتخاب شد. سری اول نمونه های قبل و بعد از نورد پوسته ای می باشند.
بررسی نورد پوسته ای
سری دوم نمونه هایی هستند که با درصد متفاوت نورد آزمایشگاهی مهیا گردیدند. و سری سوم نمونه هایی با شرایط یکسان تولیدی و با مقدار متفاوت درصد کشیدگی نورد پوسته ای می باشند. سپس تأثیر شرایط متفاوت تولیدی هر یک از این سه سری بر خواص شکل پذیری نمونه ها بررسی گردید. نتایج نشان داد نورد سرد زیر 4/8% و درصد کشیدگی در نورد پوسته ای بر r– بی تأثیر می باشد. با افزایش کارسرد، درصد کشیدگی در نورد پوسته ای به شدت کاهش می یابد. میزان این کاهش مستقل از درصد کشیدگی در نورد پوسته ای و به ریزساختار و شرایط قبل از نورد پوسته ای بر می گردد.
تنش-کرنش نمونه ها انجام می گیرد. که توسط آن دو پارامتر مهم ضریب کارسختی و ناهمسانگردی قائم که به ترتیب نشان دهنده مقاومت ماده به گلویی شدن. و مقاومت به نازک شدن می باشند، قابل محاسبه است. از این دو پارامتر برای میزان اتساع پذیری و کشش عمیق پذیری استفاده می شود. برای دستیابی به شکل پذیری مناسب باید این دو پارامتر دارای مقادیر بالایی باشند. بر خلاف استحکام تسلیم که پایین بودن آن حاکی از خواص مناسب برای شکل پذیری است.
در صنایع تولید ورق فولادی محصولات با خاصیت کشش عمیق پذیری به محصولات با شکل پذیری بالا اطلاق می شود. فولادی کشش عمیق پذیر نامیده می شود که دارای مقادیر ضریب کار سختی بین 0/24 – 0/22 و ضریب ناهمسانگردی قائم بین 2-1/6 باشد [4]. فولادهای کشش عمیق پذیر با ترکیب شیمیایی کربن و نیتروژن بسیار کم. به عنوان فولادهای فوق کم کربن و یا فولاد کم کربن شناخته می شود. بجز ترکیب شیمیایی شرایط تولید شامل شرایط نورد گرم، نورد سرد، آنیل و شرایط نورد پوسته ای از عوامل مهم تأثیر گذار بر خواص شکل پذیری می باشند [5].
تحقیقات زیادی در ارتباط با تأثیر شرایط تولید بر این خواص انجام پذیرفت. سال های گذشته تلاش بسیاری انجام گردید تا تأثیر این پارامترها به صورت جداگانه مورد بررسی قرار گیرد. همچنین از سیستم های هوشمند برای بررسی جداگانه این پارامترها استفاده گردید. با این همه، تحقیقات محدودی در ارتباط با تأثیر شرایط نورد پوسته ای بر روی شکل پذیری انجام پذیرفت.
نورد پوسته ای به منظور حذف موج، بهبود کیفیت سطح و حذف منطقه تغییر شکل غیر همگن پس از استحکام تسلیم به کار گرفته می شود [6]. منطقه تغییر شکل ناهمگن در نمودار تنش-کرنش آلیاژهایی که حاوی عناصر بین نشین هستند ظاهر می شود. و تحت عنوان پدیده ی افت تسلیم شناخته مشود (شکل1). همانطور که ملاحظه می شود فولاد در ابتدا برای تسلیم به یک تنش تسلیم بالاتر (نقطه 1) نیاز داشته. و پس از آن تنش سیلان به طور ناگهانی افت می کند (نقطه 2). و تغییر شکل ناهمگن تا رسیدن به منطقه همگن ادامه می یابد.
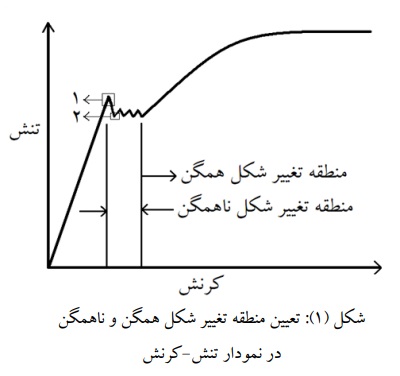
به منظور حذف منقطه ی تغییر شکل ناهمگن، پس از آنیل ورق بطور مجدد تحت میزان بسیار کمی کرنش قرار می گیرد. تا نابجایی های قفل شده توسط عناصر بین نشین، آزاد شده و لغزش نمایند. این لغزش باعث یک تغییر شکل پلاستیک اندک که بیشتر در سطوح ورق متمرکز است می شود. قفل شدن مجدد نابجایی ها و بروز مجدد پدیده ی افت تسلیم در نمودار مستلزم گذشت زمان و نفوذ اتم ها است. که در صورتی که این زمان حاصل نشود. منطقه غیر یکنواخت در فرایند شکل دهی بعدی ورق حذف می شود [7-8].
درصد ازدیاد طول (EL%) در نورد پوسته ای برحسب عرض و ضخامت متغییر است. تأثیر میزان درصد ازدیاد طول بر خواص شکل پذیری فولادهای کشش عمیق پذیر تا کنون مورد بررسی قرار نگرفته است. در این تحقیق تلاش خواهد شد با استفاده از آزمون های آزمایشگاهی و تغییرات در خط نورد پوسته ای. به بررسی تأثیر این شاخص بر خواص شکل پذیری و مکانیکی مورد بررسی قرار گرفت.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com